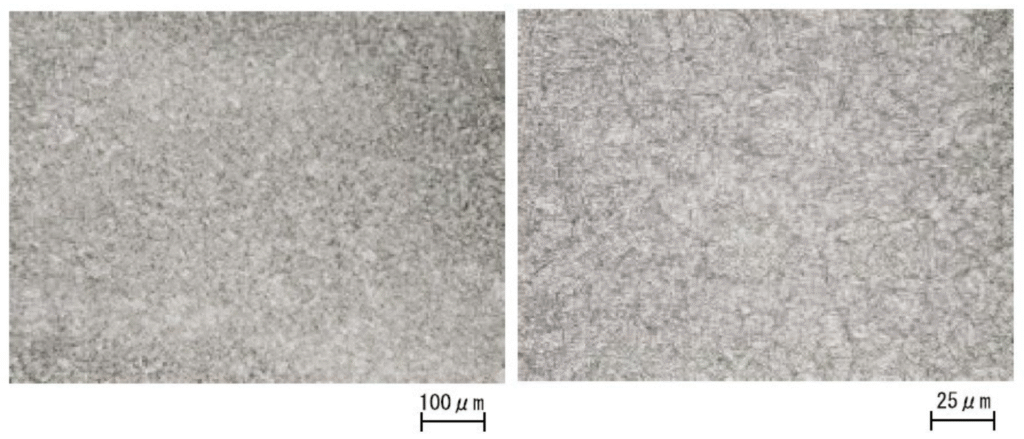
KANWAY transforms heat treatment technology into visualized management processes and data.
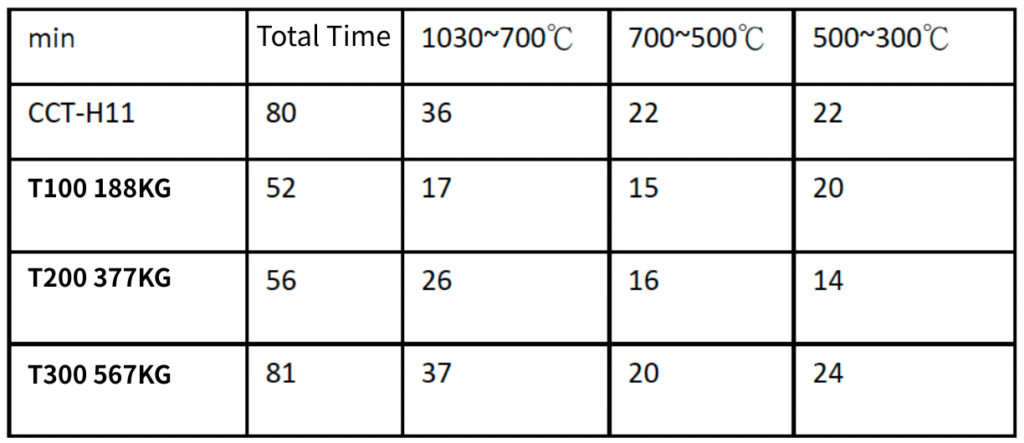
KW-HT Actual Measured Cooling Time
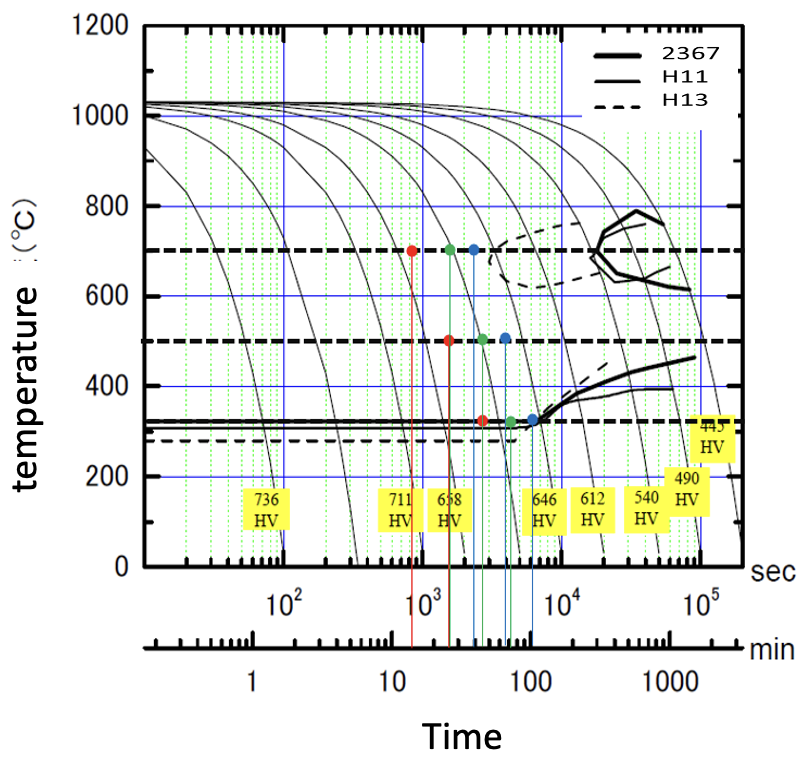
(Note: Different steel grades will yield different data.)
Cooling time approaches H11 CCT requirements.
CCT for various steel grades:
2367 CCT: 108 min
H11 CCT: 80 min
H13 CCT: 66 min
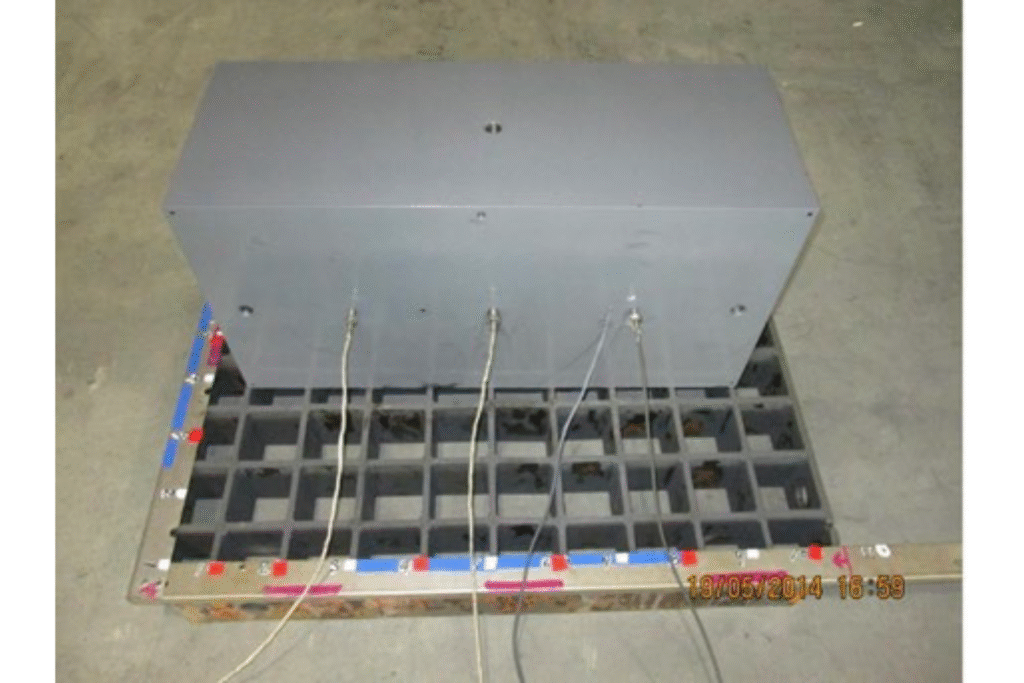
KanWay Heat Treatment Experiment: Cooling rates at the center of T100、T200、T300mm
1). T100: 100x400x600 ㎜ 188KG
2). T200: 200x400x600 ㎜ 376KG
3). T300: 300x400x600 ㎜ 565KG